金卤灯电弧管水涂型涂层与火烤型涂层的比较(图)
摘要: 本文简单讨论了金属卤化物灯电弧管(以下简称金卤灯电弧管)两种保温层在性能、成本和环保安全方面的对比,得出水涂型涂层比传统火烤型涂层在设计工艺上有了明显的改善。
金属卤化物灯电弧管是综合光效高、光色好、寿命长等优点的一种电光源,在制造电弧管过程中,每个环节都非常重要。其中金卤灯电弧管保温层的作用是电弧管辐射散漫,提高冷端温度,从而有效增加了光源的发光面积,提高光源性能。下面主要讨论了水涂型涂层与传统火烤型涂层在各个方面的优越性。
1. 两种涂层的电弧管在实际生产中光电参数的对比
我们以双端灯MHDE 150W A8 4200K为例,在同批生产的电弧管中随机抽取20个,10个做水涂型涂层,10个做火烤型涂层,做完成灯用同一光电球进行测试。得出数据如下面表格(表1):


从上表可以看出,水涂型涂层金卤灯管压为92.4-95(V),光通量为12980-13928(lm),色温4083-4390(K);火烤型涂层金卤灯管压为88.50-97.10(V),光通量为12666-15787(lm),色温4177-4752(K)。基本性能相差不多,但水涂型涂层金卤灯相比火烤型涂层金卤灯光电性能一直性更好,更加稳定,更加满足客户的需求。
2.两种涂层不同的生产工艺对电弧管石英玻璃的影响
由于透明石英玻璃的热膨胀系数低,故热稳定性能特别好,所以是很好的光源材料。石英玻璃强度开始随温度而增加,到一定温度后,反而随温度升高而降低,故在电弧管整个制作过程中,各个工艺都会对其产生重要影响。变形点:1075℃,退火点:1180℃,软化点:1730℃,工作温度:连续短时间1000℃-1100℃。
火烤型涂层工艺是利用枪头将天然气焰火和涂粉同时喷出,利用高温火焰强行将涂粉粘在电弧管石英玻璃上,在这过程中,天然气焰火将直接烧在电弧管石英玻璃上,因为在电弧管压封阶段,已经对石英玻璃进行了一次高温变形处理,当火焰温度再次足够高时将对石英玻璃的强度产生直接影响,导致电弧管石英玻璃的残余应力增强,使其强度降低,在后面的生产过程中容易出现断板等现象,灯的质量无法得到有效的保证。
水涂型涂层工艺是先将电弧管在微火下预热,然后通过枪头将涂粉溶液喷在电弧管石英玻璃上,让其自然晾干,整个过程没有对电弧管石英玻璃造成任何损伤,电弧管的质量得到了有效提高。
3.两种涂层的材料
火烤型涂层(图1):主要成分Al2O3火烤型特种陶瓷粉,白色粉状晶体。通过高温火焰粘在金属卤化物灯电弧管上,易形成粉尘,长期接触会使人肺部轻微纤维化,聚积一定的Al2O3,给人的健康带来了危害。

水涂型涂层(图2):全称金属卤化物灯电弧管专用水喷粉(GH-B型),白色粉状陶瓷粉。该产品为水溶性,无毒、无粉尘,通过与金属卤化物灯电弧管专用水喷粉水溶性混合胶和去离子水的配比使用,是理想的环保产品。

4.两种涂层的材料使用成本的比较
以生产同样规格同等数量金卤灯电弧管所用的涂层作比较(表2):
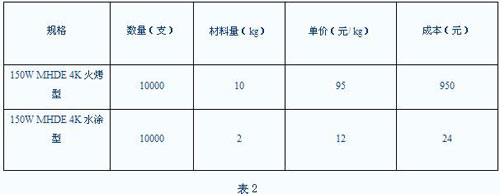
若一个月生产150W MHDE 4K的产能是150000支,则传统火烤型需火烤型特种陶瓷粉150 kg,所需成本为14250元;而水涂型需金属卤化物灯电弧管专用水喷粉溶液30 kg,所需成本为360元,比火烤型节约13890元。
5.小结
本文着重对比了传统火烤型涂层和水涂型涂层在光电性能,生产工艺以及生产成本上的区别,可以看出水涂型金卤灯电弧管在光电性能的提高,生产成本的节约上都有了明显的改善,给公司又腾出了一块利润空间,在如今的世界经济环境下,公司又有了新的竞争突破点。
参考文献
1. 李中,李荫煊 钪钠金卤灯外管工艺研究 电子器件(1995)
2. 肖辉 机械工业出版社 电器照明技术(2004)
3. 徐学基 诸定昌 复旦大学出版社 气体放电物理(1995)
凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。
用户名: 密码:







