金属灯杆内焊加工技术及专用设备——2019神灯奖申报技术
摘要: 金属灯杆内焊加工技术及专用设备,为德阳市恒达灯具制造有限公司2019神灯奖申报技术。
项目名称: 金属灯杆内焊加工技术及专用设备
Metal lamppost internal welding processing technology and special equipment
申报单位: 德阳市恒达灯具制造有限公司
综合介绍或申报理由:
该技术应用于金属路灯杆及其它金属杆件的受力底座的焊接上,抛弃了原有杆件制作中常用的型材+板材组焊的成型工艺,采用将板材在定制模具上折弯后通过内焊加工技术形成箱体结构的新工艺,具有以下优点:
1、节能环保,减少焊接量,取消焊缝打磨步骤;
2、形成箱体结构,提高整体结构受力强度;
3、节约原材料,减少生产加工成本;
4、提高整体外观协调性,可再此基础上开发出更多的文化元素设计。
主要技术参数:
1、适用钢件截面形状:1)圆形;2)方形;3)多边形;4)其它异形钢件
2、适用材料壁厚及材质:1)壁厚范围:3mm-6mm;2)材质:Q235或Q345钢材
3、焊接方法:在定制夹具上使用专用焊机设备进行二氧化碳气体保护焊
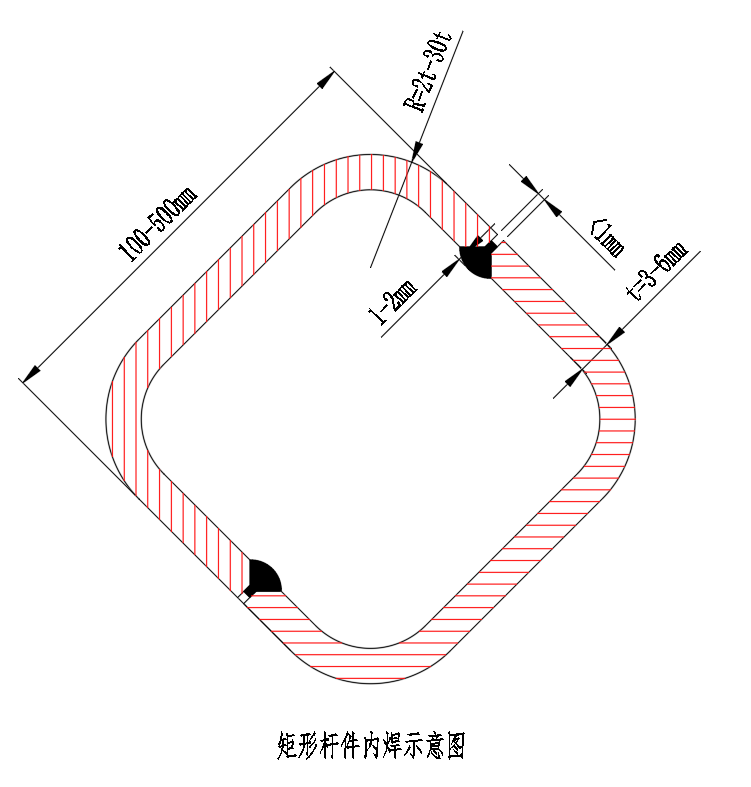
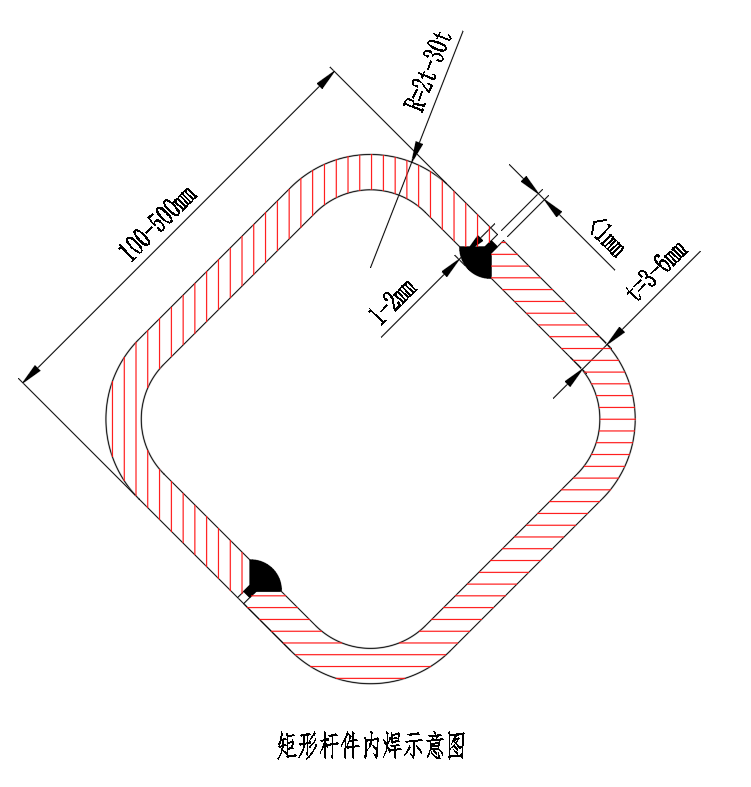
4、焊接标准:(图一)
5、对接标准:平整度、错边量≤1mm
6、焊后表面处理:1)焊缝不打磨,保持原始焊纹;2)焊缝阳面不打磨,不刮灰,保留工艺缝
杆件总高>8米或杆件安装地点50年标准风压值>0.25时,须在杆件内加焊加强筋

与国内外同类产品或同类技术的比较情况:
与传统杆件成型技术相比,在相同结构强度的条件下,减少67%焊接量,提高30%的生产效率,降低70%的焊烟排放连,减少焊缝打磨量至0。
经济评价分析:
节约了30%的人工成本,10%的能耗及辅材成本,30%的原材料(主要指钢制材料)成本
技术及工艺创新要点:
1、突破原有杆件制作中常用成型工艺限制,使杆件造型更加多样化;
2、采用内焊工艺,使焊缝处于阴面,从而取消常规工艺中必不可少的对焊缝表面的打磨步骤,减少打磨粉尘和噪音的产生;
3、采用板材折弯后对接工艺,使杆件截面形状更加多样化,减少焊缝数量,节约焊接原材料,减少焊烟和焊接废料的产生;
形成箱体结构,提高整体的结构受力强度。在同等强度的情况下,节约钢材,节约制造成本;
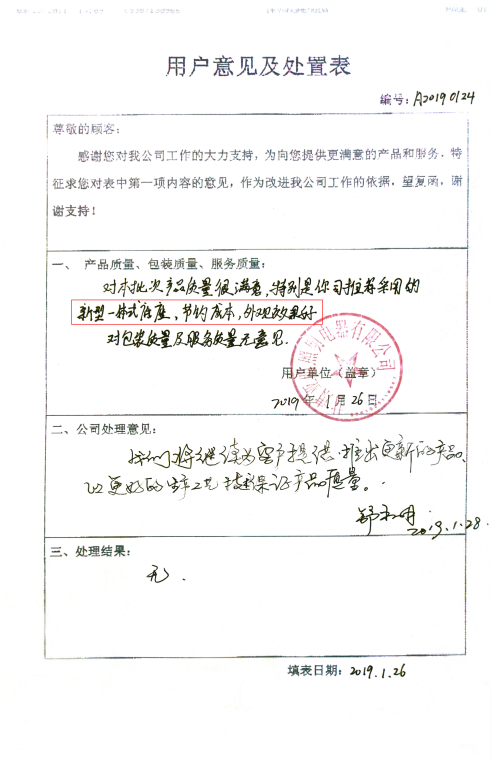
实际运用案例和用户评价意见:
下图
申报单位介绍:
公司总部生产基地位于四川省中江县高新区,公司集照明方案设计、研发制造、工程服务为一体,拥有四大生产基地,始终坚守中国城市照明灯具质量引领者的地位。
产品图片:
凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。